
生态板贴面工艺哪种好?定制衣柜用生态板生产工艺全揭秘!
定制衣柜用生态板生产工艺全揭秘!生态板贴面工艺你选哪种?生态板材厂家招商加盟热线:400-8833-099
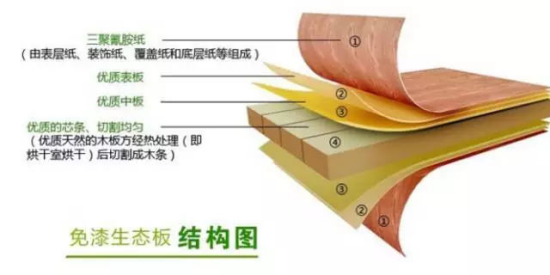
生态板又叫三聚氰胺板,全称是三聚氰胺浸渍胶膜纸饰面人造板。是将带有不同颜色或纹理的纸放入三聚氰胺树脂胶粘剂中浸泡,然后干燥到一定固化程度,将其铺装在刨花板、防潮板、中密度纤维板、胶合板、细木工板、多层板或其他硬质纤维板表面,经热压而成的装饰板。在生产过程中,一般是由数层纸张组合而成,数量多少根据用途而定。主要使用在家具、橱柜衣柜、卫浴柜等领域。
生态板生产工艺
生态板生产工艺主要有以下几个步骤:
(1)板芯定厚砂光、刮腻分选。将基材板芯定厚砂光至所需厚度,要求砂光表面平整,没有严重凹陷和波浪纹,厚度一致,无污染。将定厚砂光完毕的板芯用腻子填平低凹处,检查完全。
(2)芯板整理与拼接。对杨木、桉木单板进行整理,并拼接成所需的长度。芯板含水率宜控制在16%以内。

(3)基材冷压。将芯板涂胶后组坯成基材板坯,然后陈放一段时间不等,后送入冷压机进行冷压,要求基材板坯成型,无松散现象。
(4)基材热压。在温度为105~120℃进行热压,基材板坯板面整洁无缺陷,含水率控制在8%~12%。
(5)刮腻。用腻子填平基材板面的细小缝隙;边填补边分选,将大缺芯、大面积缺表板、脱胶、断裂等不良品另行堆放,并做好标识。
(6)基材砂光。为保证装饰板(贴面)与基材的胶合强度而提高装饰板背面粗糙的砂削加工。按要求对基材进行定厚砂光,要求板面平整,无凹陷、波浪纹、漏砂、砂塌现象。
(7)基材分选。要求基材板面平整,无凹陷,将不良品另外进行摆放,并做好标识。

(8)贴纸。将三聚氰胺浸渍胶膜纸覆贴,一般采用热压工艺,温度为140~180℃。要求热压后板面平整光洁,无干湿花、鼓泡、鼓包等现象。
(9)组坯冷压。将基材与贴面后的板材组坯并冷压。组坯时,要求组坯齐整,无严重错位。组坯后放置一段时间再进行冷压。一般采用低甲醛释放胶黏剂或者无甲醛添加的胶黏剂。
(10)热压。将冷压完成后的板坯进行热压,温度为90~95℃。
(11)裁边、分等和打包入库。裁边要求四角方正、平直、光洁,无明显锯痕、焦边、崩边等缺陷。裁边完成后,按订单标准要求进行分等和打包。

饰面纸加工工艺
一般三聚氰胺贴面纸常用的加工工艺是直贴热压工艺,有三个加工的要素会对板材成型效果产生直接影响,分别是热压时间、热压温度和压力阈值。
热压时间
时间长短取决于三聚氰胺树脂的固化速度和热压温度,一般在40~50秒为好。时间过长会造成树脂固化过度,掉去应有的弹性,容易给产品造成裂纹或内在应力,使其在后续加工过程中呈现裂纹、翘曲。时间过短,树脂固化不充沛,容易产生粘板现象,且影响产品表面的理化机能,影响产品的耐用性。

热压温度
温度控制主要是对三聚氰胺树脂的化学反应起催化作用,使其加速固化。根据生产的实际要求及经验,热压板温度在145-165℃较为合适。温度高有帮助于压贴后的脱模,并能缩短热压周期、提高产量,但是过高的温度使树脂来不及均匀流动即固化,造成板面有微小孔隙。

合适的压力
合适的压力能够保证基材与三聚氰胺纸之间良好的密合,在适宜的温度和压力作用下,三聚氰胺纸中的树脂熔融、固化后,形成封闭、致密的表面,还可使基材表面的微小孔隙得以填充。压力大小一般为2.0MPa-3.0MPa。在不影响产品质量的前提下,应尽可能采用低的压力,这样对装备、液压油的使用寿命、基材的内在结构都有益。但过低的压力影响基材与三聚氰胺纸的粘结强度和树脂流动能力。

另外一种三聚氰胺贴面纸的加工工艺是复合工艺。复合工艺先将生态板饰面纸一胶板贴合,再通过低温冷压技术将复合板贴在板芯上。

这两种工艺在技术实现与最终的板材成型使用都存在比较明显的差异:
在工艺技术方面,直贴工艺生态板先通过低温冷压将生态板板芯和胶板贴合,再经过高温热压将生态板饰面纸和胶板贴合,对板面平整度要求很高,在压力、温度、压合时间方面需要精确的控制技术。复合工艺生态板先将生态板饰面纸一胶板贴合,再通过低温冷压技术将复合板贴在板芯上。对生态板板面平整度和工人技术要求不高,板面容易产生波浪纹(若将板面迎光倾斜45°观察,板面出现一道道的暗纹,会影响板面美观度)。

最终的型材使用方面, 直贴工艺生态板因为采用高温高压,有效蒸发散逸生态板贴合过程中产生的水分,确保含水率适中,后期不容易开胶、开裂、变形,使用寿命更长。而复合工艺生态板使用的是低温冷压贴面,水分保留在生态板胶板与板芯中间的实木皮内,随着温差变化,容易出现生态板胶板开裂、板面变形,甚至是胶板开胶分离等影响家具使用寿命的现象。
生态板材十大品牌、家具五金十大品牌黑格建材招商电话:400-8833-099
(本文部分内容来源于网络,若有侵权请联系我们删除)